Why is Purging needed in SS welding?
Purging removes air from a weld joint containing oxygen, preventing oxidation, discoloration, and underbid discontinuities. Inert gases or inert gas combinations are used to accomplish this. Air, oxygen, hydrogen, water vapor, and other vapors and gases may interact with hot metal that is being joined and is sensitive to stainless steel, duplex steels, titanium, nickel, and zirconium alloys.
During the second and third passes, Purging should be continued to prevent the root weld from becoming hot to oxidize in the air.
Welders and pipefitters should make every effort to keep the purge cavity free of oils, paper, dampness, foam, sponge, and other contaminants that will emit vapors during the weld cycle posing a risk of contamination of the weld joint. The weld purge gas flow should usually remove this additional gas, but there are instances when gas and vapors overpower the purge, oxygen levels rise, and the weld gets contaminated. Purging can continue until the oxygen level falls below a safe level, and welding can resume.
Table of content
- Purging Method
- Gases
- Purging Materials
- Measurement of Purging Quality
- Cleanliness
Purging Method
- Water-soluble dams
- Inflatable dams
- Foam dams
- Total Purging on small pipes and tubes
A fixed diameter disc is used to obstruct a pipe on either side of the weld zone, allowing air to escape the gap between them and the weld root. When piping sizes vary, are difficult to access, and cannot be removed after welding, inflatable purging systems are a good option. To reach the necessary purging level. at the weld joint, either soluble paper Purge dams or foam dams can be employed at the ends of the piping.
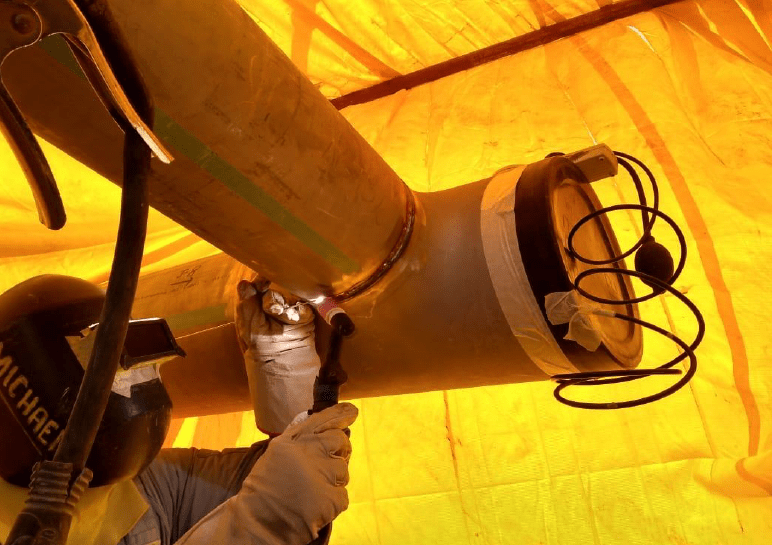
Purging Materials
- Purging unit / Purging Dams (Inflatable Balloons, Foam Discs, Water Soluble papers)
- Sealant Tapes
- Oxygen Analyzer & Indicator
Gases
- Argon
- Argon + Nitrogen gas mixture
- Argon + Hydrogen
- Nitrogen
Argon is the most common gas used. But helium and Nitrogen also have been utilized as a purge gas, although some stainless steels are not compatible.
Welds made with Argon or Helium that include more than 0.05 percent (500 ppm) of oxygen can oxidize and discolor. An oxygen sensor can validate that the purge gas has appropriately filled the region of interest before starting the weld.
Measurement of purging quality
An oxygen sensor is a device that can be used to detect oxygen levels. According to charts, even at concentrations below 50 parts per million, oxygen causes the discoloration of several metals. A 1 part per million sensitivity is adequate for practically all welding applications.
The purge flow rate must be adequate during welding to ensure no positive pressure on the root. Thus no source sucks back.
Cleanliness
All surfaces next to the weld and in a purged confined area should be adequately cleaned with an approved industrial cleaning fluid, dried, and rinsed in demineralized water afterward. After welding, water-soluble dams papers/materials are easily dissolved in water and washed with Hydro/flushed water.